易賢網網校上線了!
網校開發及擁有的課件范圍涉及公務員、財會類、外語類、外貿類、學歷類
職業資格類、計算機類、建筑工程類、等9大類考試的在線網絡培訓輔導。
一、考試性質
2015年成都航空職業技術學院數控技術專業招收中職生技能考試,是推進職業教育發展、促進中等職業教育與高等職業教育科學銜接,由中等職業學校(含普通中專、職業高中、技工學校和成人中專)加工制造類相關專業畢業生參加的選拔性考試。
二、考試依據
1.教育部中等職業學校機械制圖等4門機械類專業基礎課程教學大綱。(見教職成[2009]8號文):
(1)中等職業學校《機械制圖》教學大綱
(2)中等職業學校《機械基礎》教學大綱
(3)中等職業學校《金屬加工與實訓》教學大綱
(4)中等職業學校《電工電子技術與技能》教學大綱
2.國家職業標準:
(1)鉗工(職業編碼:6-05-02-01、6-05-02-02)
(標準發文:勞社廳發[2002]1號、人社廳發[2009]66號)
3.國家職業標準初級工基礎知識:
(1)機械識圖
(2)機械基礎
(3)機械制造工藝基礎
(4)初級車工、銑工、磨工、鉗工工藝知識與鉗工操作技能
4.本大綱涉及的國家標準,以現行的2008年底前頒布執行的為準。
三、考試科目及成績
加工制造類技能考試分為專業知識(應知)和技能操作(應會)兩部分,考試總分為350分,其中專業知識為200分,技能操作為150分,考試成績分為合格和不合格,210分(含)以上為合格,209分(含)以下為不合格。
專業知識(應知)考試采用計算機輔助考試(簡稱“機考”)形式,內容為加工制造類專業共性基礎知識,考試時間為120分鐘。技能操作(應會)考試采取實際操作考試方式,考慮到鉗工在加工制造類專業內各工種中所起的操作基礎的支撐作用,故選擇鉗工作為考試工種;考試時,考生抽取試題零件圖紙,要求考生運用鉗工工藝手段,完成零件加工操作考試;考試時間為60分鐘。
四、考試內容和要求
第一部分專業知識(應知)考試內容和要求
加工制造類專業知識考試內容以國家職業標準(初級工)要求為主要依據,同時參考教育部2009年發布實施的中等職業學校專業基礎課程教學大綱和四川省中等職業學校教學用書。
考試內容主要包括“機械制圖與識圖”、“機械基礎”、“金屬加工與實訓”、“電工電子技術與技能”等四門加工制造類重要基礎課程(四門課程的得分值分別為:60、50、70、20),主要測試考生對加工制造基本理論、基本知識及基本方法的了解、理解及其應用。
機械制圖與識圖
了解機械制圖與識圖基礎知識,理解機械制圖與識圖基本要求,具備機械圖形識讀與繪制的基本能力。支撐以上要求的內容包含如下八個方面:
(一)制圖的基本知識和技能
1.理解國家標準《技術制圖》和《機械制圖》中的基本要求;
2.了解平面圖形的分析和畫法,能正確進行平面圖形的尺寸標注;
3.了解機械制圖中尺寸公差、形位公差、表面粗糙度等基本概念,理解其符號、代號含義,能正確標注尺寸公差、形位公差及表面粗糙度。
(二)投影基礎
1.了解投影的概念及分類,理解正投影的基本性質;
2.了解點、直線、平面的繪制與投影規律;能識讀點、直線、平面的空間位置;
3.了解三視圖的形成過程,理解三視圖之間的對應關系,運用識圖對應規律繪制物體三視圖。
(三)基本體及其截斷
1.能識讀與繪制平面體、回轉體(圓柱)的三面投影;
2.會使用平面基本體、回轉體(圓柱)表面取點的方法;
3.了解截交線的概念,會使用簡單基本體的截斷畫法。
(四)組合體識讀與繪制
1.了解組合體的構成;了解圓柱正交相貫的相貫線畫法,會進行組合體的尺寸標注;
2.理解組合體的讀圖方法,理解中等復雜程度組合體補圖、補線的方法。
(五)圖樣的常用表達方法
1.理解基本視圖、向視圖、局部視圖、斜視圖畫法與標注方法;
2.理解常用剖視圖、斷面圖的畫法與標注方法;
3.了解局部放大圖、常用的簡化畫法。
(六)標準件和常用件
1.理解螺紋的規定畫法及標注方法,螺栓、雙頭螺柱、螺釘的裝配聯接畫法;
2.了解直齒圓柱齒輪及其嚙合的規定畫法及鍵連接、銷連接、滾動軸承的規定畫法、簡化畫法和示意畫法。
(七)零件圖
1.了解零件圖的作用和內容;
2.能識讀簡單復雜程度的零件圖(2-3視圖,約20個尺寸);
3.能識讀零件圖尺寸公差、形位公差、表面粗糙度。
機械基礎
(一)常見機械連接
1.了解螺紋主要參數,能判斷螺紋類型,認識普通螺紋標記;
2.理解螺紋聯接的幾種形式,能正確選用螺紋連接形式;
3.了解螺紋聯接預緊與防松的基本原理,了解螺紋防松類型;
4.了解鍵、銷聯接的功用、類型、特點和應用,會選用普通平鍵;
5.了解各種聯軸器、離合器的結構原理、特點及應用。
(二)常見機械傳動
1.理解帶傳動的類型、工作原理及特點,能正確計算傳動比;了解普通V帶相關國家標準,能識別普通V帶標記;理解帶傳動張緊的基本知識,了解普通V帶張緊的基本類型。
2.理解鏈傳動的特點、應用場合,能正確計算傳動比。
3.理解齒輪傳動的特點、分類,正確計算傳動比;熟悉直齒圓柱齒輪主要參數,能計算標準直齒圓柱齒輪的各部分尺寸;了解斜齒圓柱齒輪、直齒圓錐齒輪傳動的特點。
4.了解蝸輪蝸桿傳動的特點,能計算傳動比。
5.了解輪系的概念及類型,能分析平面定軸輪系運動方向,計算傳動比。
6.了解螺旋傳動的類型。
(三)軸系零部件
1.了解軸的功用、分類,了解軸上零件軸向固定及周向固定常用形式,了解軸上零件的裝拆要求。
2.了解滑動軸承、滾動軸承結構、應用、類型和特點,能識別滾動軸承代號。
(四)常見機構
1.理解平面連桿機構的基本類型、特點及其類型判別方法,理解鉸鏈四桿機構特性,認識鉸鏈四桿機構急回特性及死點位置。
2.了解凸輪機構的組成、分類、特點和應用。
3.了解棘輪機構、槽輪機構組成、特點。
金屬加工與實訓
(一)金屬材料及熱處理
1.了解金屬材料的強度、硬度、塑性、韌性、疲勞強度等力學性能,理解金屬材料工藝性能的概念。
2.了解常用金屬材料的分類,能正確識讀常用金屬材料的牌號,了解常用金屬材料的性能及用途。
3.了解退火、正火、淬火、回火及表面熱處理的目的、方法及應用范圍。
(二)熱加工基礎
1.了解金屬材料鑄造的分類、特點及應用范圍,了解砂型鑄造的特點及工藝過程。
2.了解金屬材料鍛壓的分類、工藝特點及應用范圍,了解自由鍛造的特點、基本工序及應用。
3.了解金屬材料焊接的分類、特點及應用范圍,了解手工電弧焊的焊接方法。
(三)冷加工基礎
1.金屬切削加工基礎
(1)了解金屬切削運動及其特點,掌握切削用量三要素的概念、符號、選擇方法及其簡單計算。
(2)了解常用刀具材料及其應用特點,能針對常見加工材料及條件進行刀具材料選擇。
(3)了解車刀的主要角度及其作用。
2.常用加工方法及其應用基礎
(1)了解金屬切削機床的分類及型號編制方法,能正確識讀常用機床的型號,能理解其主要技術參數的含義。
(2)了解臥式車床的分類、組成、應用范圍及加工特點;了解車床上常用刀具的種類;了解車床常用夾具、工具的特點及應用場合;了解車床上常見的工件安裝方法;了解常見車削表面的加工方法及特點。
(3)了解銑床的分類、組成、應用范圍及加工特點;了解常用的銑削方法,并根據加工條件正確選擇銑削方法;了解常用銑刀種類及工具;了解銑床上常見工件安裝及找正方法;了解常見銑削表面的加工方法及特點。
(4)了解常見磨床的分類、組成、應用范圍及加工特點;了解砂輪組成要素,能進行最常見條件下的砂輪選擇;了解磨床常用附件、工具及常用工件安裝方法;了解常見磨削表面的加工方法及特點。
(5)了解鉆床的分類、組成、應用范圍及加工特點,了解鉆削常用刀具及工具;了解常見孔加工方法及特點。
(6)了解常用鉗工工具、刀具、輔助工具的種類及用途,能進行常見工作條件下的工具、刀具及輔具種類選擇;了解常見鉗工工藝的應用特點。
(7)了解常用量具種類,能進行常用量具的使用與簡單保養。
(8)了解常用機床的安全操作知識;了解常用機床的日常保養要求。
3.零件加工工藝基礎部分
在識讀零件圖的基礎上,讀懂常見工種的工藝卡,具備按工藝卡安排進行工藝準備及工藝實施的能力。支撐該能力的“應知”內容如下:
(1)了解生產過程、生產類型;理解基準、工序、安裝、工位、工步、走刀的概念。
(2)能正確識讀常見工藝卡;按加工要求合理選擇定位基準,確定工件安裝方法;按加工要求正確選擇刀具種類;按加工要求合理安排加工工步順序;合理選擇切削用量、切削液。
(3)了解典型表面及典型零件的加工方法及加工精度,能合理選擇表面加工方法。
(4)能按零件加工對象及加工精度合理選擇量具。
(5)具有安全、規范、文明生產、節能環保及零件質量等職業意識。
(四)電工電子技術與技能
一、電路基礎
(一)安全用電
1.了解常用電工電子儀器儀表及工具的類型及作用。
2.了解人體觸電的類型及常見原因,掌握防止觸電的保護措施。
3.了解電器火災的防范及撲救常識,能正確選擇處理方法。
(二)直流電路
1.了解電路的基本組成,會識讀基本的電氣符號和簡單的電路圖。
2.理解電路中的電流、電壓、電能、電功率等常用物理量的概念,能對直流電路的常用物理量進行簡單的分析與計算。
3.了解電阻器和電位器的外形、作用、主要參數,能利用歐姆定律對電路進行分析與計算。
4.掌握電阻串聯、并聯及混聯的連接方式與電路特點,會計算串聯、并聯及混聯電路的等效電阻、電壓、電流及電功率。
5.理解基爾霍夫定律,能應用KCL、KVL列出簡單電路方程。
(三)電容與電感
1.了解電容的概念、參數及標注。
2.了解電感的概念。
(四)正弦交流電路
1.了解實訓室工頻電源,了解交流電壓表、交流電流表、試電筆等,掌握其使用方法。
2.掌握正弦交流電三要素(最大值、角頻率、初相角)的概念及關系。
3.理解電路有功功率、無功功率和視在功率的概念,了解功率因素的意義、提高功率因素的方法。
4.了解三相正弦交流電的產生,理解相序的意義,了解三相四線供電制。
二、電工技術
(一)用電技術
(1)了解發電、輸電和配電過程。
(2)了解保護接地、保護接零的方法和漏電保護器的使用及應用,會保護人身與設備安全,防止發生觸電事故。
(二)常用電器
1.了解單相變壓器的基本結構及用途;理解變壓器變壓比、變流比的概念;了解變壓器的損耗及效率。
2.了解三相籠型交流異步電動機的基本結構、銘牌、技術參數、轉動原理。
3.了解常用低壓電器的分類、符號;了解熔斷器、電源開關、交流接觸器、主令電器、繼電器等常用低壓電器的結構、工作原理及應用場合。
三、三相異步電動機的基本控制
1.了解三相異步電動機點動、連續運行、接觸器互鎖正反轉控制線路的工作原理。
2.了解點動、連續運行、接觸器互鎖正反轉控制線路配電板的配線及安裝方法要點。
第二部分鉗工操作技能要求
1.項目技術要求:
(1)具備劃線、鋸削、銼削、鉆孔工藝的基本實施能力,遵守操作規范。
(2)正確使用常用鉗工工具及測量工具。
(3)正確識讀零件圖,了解鉗工加工技術規范要求。
(4)能按圖紙及工藝要求,合理安排加工步驟,完成單個零件加工。
2.設備及原材料
(1)設備:臺式鉆床、鉗工工作臺、臺式虎鉗。
(2)工具:劃線平臺、鐵刷子、清潔用棉紗、劃針、手錘、樣沖、手鋸、銼刀、刀口尺、直角尺、劃線高度尺、游標卡尺、千分尺、萬能角度尺、鉆頭等。
(3)原材料:Q235鋼板,厚度8mm。
3.工具量具的使用
(1)正確使用各種鉗工加工工具。
(2)正確使用游標卡尺、千分尺、鋼直尺、刀口尺、直角尺的。
4.操作規范要求
(1)服從監考老師安排,維護考場秩序。
(2)操作時穿好工作服,袖口需扎緊,戴工作帽,正確執行安全技術規范,避免發生安全事故。
(3)加工工序設計合理、加工工具選擇要正確。
(4)工件裝夾牢固,加工操作規范,鉆孔完畢斷開電源。
(5)正確使用量具測量工件,工具、量具擺放整齊。
(6)加工結束后應將所有用過的物品擦拭干凈,按規定給量具涂油防銹。
(7)將臺虎鉗鉗口調整到開口最小位置。
5.考核方法
(1)考試時間:60分鐘。
(2)考試組織:考試采用現場實際操作形式,考生為一人一工位。
(3)檢測手段:采用三坐標測量機統一檢測。成績構成除技術要求的滿足度外,操作規范度亦需考核。
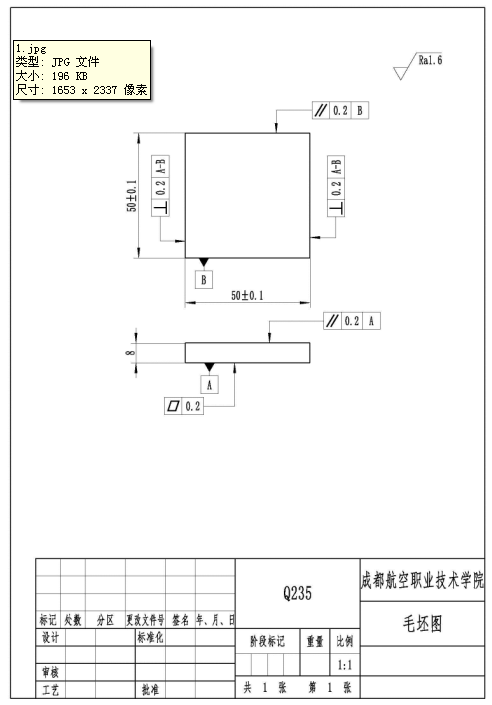
鉗工實作零件技術規格:
零件可有兩種類型,A與B型。注:提供已磨好基準的精毛坯,六面垂直度為0.02mm,尺寸為50×50×8mm。
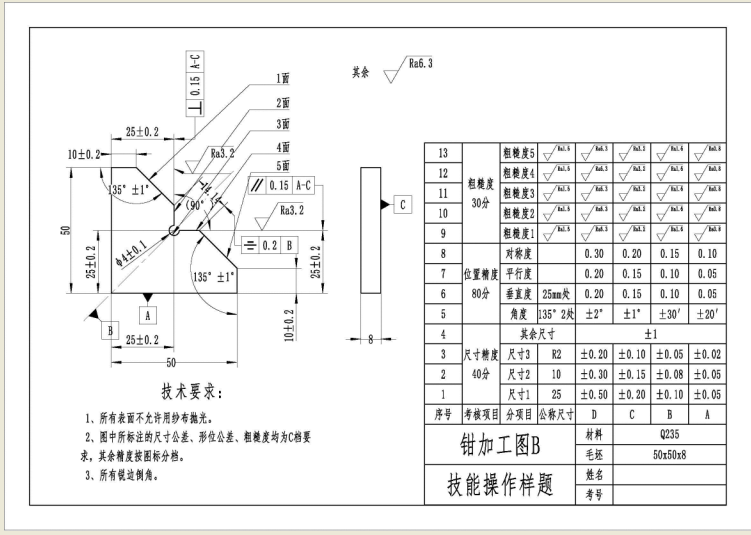
1.A型零件:
構形特征——含直線、斜線、陰角、陽角,陰角含有讓刀孔并具有配作要求。
尺寸精度要求——至少具備兩個以上的IT13尺寸要求(可含配作尺寸)。
形狀精度要求——至少有兩個面(含基準面)要求直線度在0.5mm以內。
位置精度要求——配作面要求與底面垂直度在0.5mm以內,有一個面與基準面平行。
加工表面光度要求——一般表面要求Ra6.3μm,配作面要求Ra3.2μm。
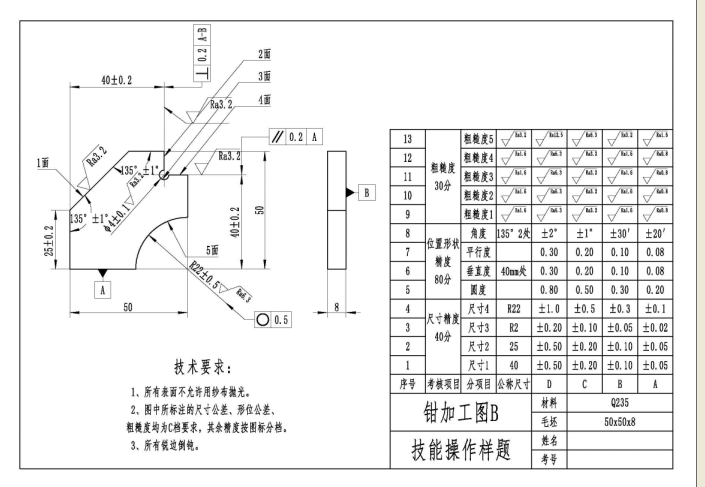
2.B型零件:
構形特征——含直線、斜線、陰角、陽角、圓弧,陰角含有讓刀孔。
尺寸精度要求——至少具備兩個以上的IT13尺寸要求。
形狀精度要求——至少有兩個面(含基準面)要求直線度在0.5mm以內,圓弧面形狀精度在1mm以內。
位置精度要求——圓弧面要求與底面垂直度在0.5mm以內,有一個面與基準面平行。
加工表面光度要求——一般表面要求Ra6.3μm,圓弧面要求Ra3.2μm。
銼削面平整,平行度、垂直度公差值不高于0.5mm,配合表面尺寸公差不大于0.5mm,其余加工表面尺寸公差不大于0.5mm,角度尺寸偏差不大于±1°。
鉗工技能操作(應會)題型示例
更多信息請查看學歷考試網